Piping Engineering World
June 14, 2025 at 02:20 PM
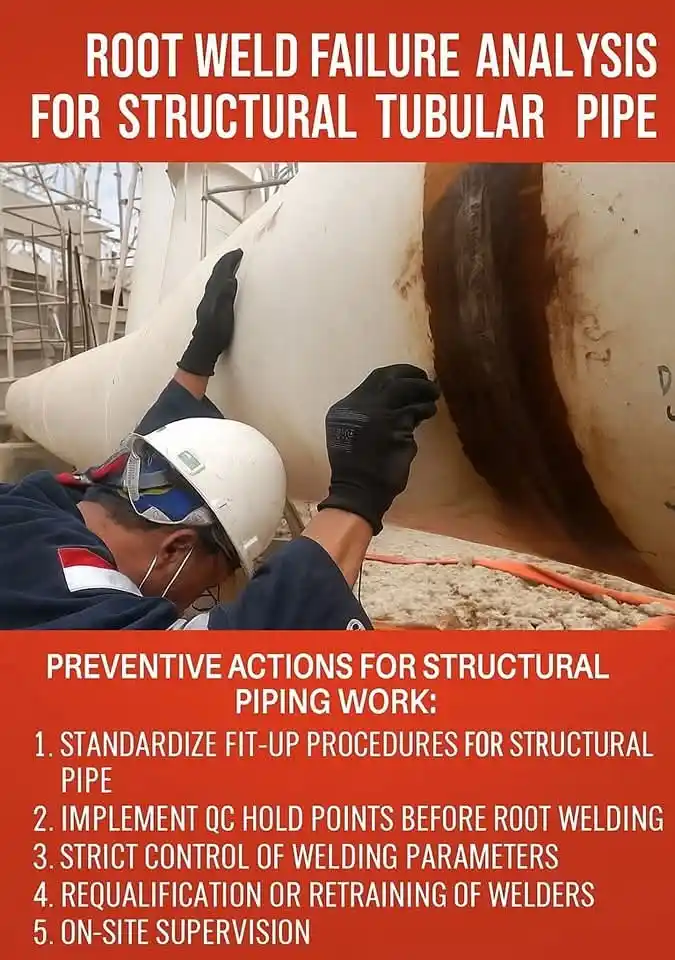
🔍 Analysis of Root Welding Failure in Structural Pipes
Although structural tubes do not transport compressed fluids, they play a crucial role in load support, whether they are fixed, variable, or dynamic loads resulting from equipment, platforms, wind and vibrations.
Any defect in welding, especially in the root area, can become a structural weakness that affects safety over time.
🛠️ Based on the visual evidence, the signs of failure clearly appear and include:
Extreme radical emptiness
Irregular welding edge
Burn-through
And maybe lack of fusion
All these indicators indicate that there is a fault in the preparation of the connection and also in the execution of the welding process.
---
The main reasons for failure:
1. Poor preparation of connection before welding
No root gap control, root thickness, edge angle, or pipe alignment. Possibly no dimensional inspection was performed prior to welding.
2. Irregularly ripped or overly ground edges
It leads to uneven penetration and increased risk of excessive melting due to thermal concentration.
3. Bringing in a heat wave
Improper use of electric current and voltage during root welding will result in heat and excessive root melt.
4. The weakness of welding skills
Welders probably don't have the qualifications required to weld open link in 5G or 6G modes. Weakness control of the arch and feeding wire leads to critical root defects.
5. Absence of QC Hold Point
Welding started without signing inspection on connection conditions, which is a fundamental operational error.
---
✅ Preventive measures for structural pipe work:
1. Unify link preparation procedures
Edge angle, root face, and root gap should be prepared according to the Welding Procedures (WPS). Use alignment tools such as clamps or templates to maintain the precision of the preparation.
2. Applying quality check points before root welding
Welding is not allowed to start until the connection has been checked and approved by the quality department. All preparations must be documented.
3. Strict control of welding standards
Low current and appropriate speed should be used while passing the root to avoid overheating. A strict adherence to WPS is essential.
4. Rehabilitation or training welders
Conduct practical tests in real welding positions, allowing only qualified welders to work on critical structural connections.
5. Observing the performance of welders
Track the performance of every welder, especially the quality of the root weld. Providing guidance or excluding critical business in case of problems repeat.
6. Field supervision
Welding supervisors and quality inspectors should be present during critical welding, at least until root pass is done.
7. Assessment of basic material (tube) condition
Checking for deviations in pipe resulting from improper storage or cutting. Poorly prepared pipe ends are one of the common reasons for failing edges.